|
|

Vol. 5 N°1, enero-junio 2024, pág. 58-69
ISSN 2618-5520 online - ISSN 2683-7021 impresa
DOI - https://doi.org/10.36995/j.masingenio.2024.05.01.005
Información Tecnológica Para Desarrollar una Campana Extractora de Cocina
Rodolfo Saúl Cohen a,d,*, https://orcid.org/0000-0001-6804-3320
Mario José Mantulak b,d, https://orcid.org/0000-0002-7873-8270
Juan Esteban Miño Valdés c,d, https://orcid.org/0000-0003-1033-3506
a Dpto. de Ing. Industrial, b Laboratorio de Gestión Tecnológica y Estadística Aplicada, c Dpto. de Física
d Facultad de Ingeniería, Universidad Nacional de Misiones (UNaM), Argentina.
e-mails: saulcohen@fio.unam.edu.ar, mantulak@fio.unam.edu.ar, jemino53@gmail.com
Resumen
El objetivo de este trabajo fue obtener información tecnológica para desarrollar una campana extractora de cocina, en una empresa metalmecánica de Misiones (Argentina). Para conocer la demanda de los clientes, respecto de requerimientos, necesidades y valoración del producto, se aplicó investigación de mercado y herramientas como la Función Calidad de Valor, Agilidad Organizacional, Enfoque Lean Toyota y el Ciclo Deming: planear, hacer, verificar y actuar (PHVA); además de las Normas de Calidad y Ambiental: ISO 9001:2015 e ISO 14001:2015, respectivamente. Desde el punto de vista cuantitativo y cualitativo, se enumeró y valorizó la calidad de cada parámetro de las demandas del cliente y las características del producto con sus servicios técnicos. Se obtuvo la información tecnológica buscada para el desarrollo de la campana extractora de cocina.
Palabras Clave: Desarrollo, Extractor de cocina, Información Tecnológica.
Abstract
The objective of this work was to obtain technological information to develop a kitchen extractor hood in a metalworking company in Misiones (Argentina). To understand customer demand regarding requirements, needs and product evaluation, market research and tools such as the Value Quality Function, Organizational Agility, Toyota Lean Approach and the Deming Cycle: plan, do, check and act (PHVA) were applied; in addition to the Quality and Environmental Standards: ISO 9001:2015 and ISO 14001:2015, respectively. From a quantitative and qualitative point of view, the quality of each parameter of the customer demands and the characteristics of the product with its technical services were listed and valued. The technological information sought for the development of the kitchen extractor hood was obtained.
Keywords: Development, Kitchen Extractor, Technological Information.
1. Introducción
La Agilidad Organizacional se entiende como la capacidad de entregar resultados continuos a través de los productos y servicios brindados al cliente, y la habilidad de mantenerse aprendiendo, cambiando y reinventándose, de manera que esos resultados sean sostenibles. Los proyectos de desarrollo son flexibles y se subdividen en otros más pequeños, incluyendo comunicación constante con el cliente, son altamente colaborativos y se adaptan mejor a los cambios [01]. Otra de las características del concepto de agilidad es la participación activa del cliente, simplicidad, equipos de desarrollo motivados y auto organizados, comunicación efectiva, auto inspecciones, y adaptación rápida a posibles cambios tecnológicos, innovaciones en el proceso y en el producto [02].
Las empresas y organizaciones, desde su creación, diseñan y definen su forma de medición, implementan sus sistemas de trabajo, su desempeño y empiezan a solucionar problemas; a esto llamamos ciclos de mejora y adecuación para el control [03]. En este contexto las empresas que no se actualizan y siguen administrándose como en el pasado, están poco a poco desapareciendo del mercado; estas se caracterizan por ser lentas para entregar sus productos o servicios, con calidad inconsistente, constantes quejas y rechazos de clientes, precios altos, costos elevados y comunicación interna/externa deficientes, entre otras causas [04].
La investigación de mercado y producto, entre otras, identifican las necesidades de los clientes, las oportunidades de innovar y desarrollar productos; también se ocupa de la comunicación entre la empresa y sus clientes, establece los precios, los canales de comercialización, y del lanzamiento y promoción del producto por lo cual se aplican estos conceptos en conjunto con el plan de Marketing, análisis de los canales de distribución y logística inversa con diseño de los servicios de post venta [05].
El desarrollo de un producto es un proceso que describe, un conjunto de disciplinas en él que se destacan la concurrencia del diseño, el marketing y la manufactura, junto con otras funciones de negocios [06]. El desarrollo de un producto se presenta de 3 formas diferentes:
- Genérico: la Fig. 1 describe el proceso empleado para desarrollar productos influenciados por el mercado, impulsados por tecnología, de plataforma, de proceso intensivo, personalizados y de alto riesgo. Cada una de las fases (o etapas) de desarrollo del producto es seguida por una revisión (o paso de control) para confirmar que la fase se ha completado y para determinar si el proyecto continúa.
|
|

Fig. 1. Proceso genérico de desarrollo del producto [06].
- En espiral: los productos de rápida elaboración hacen posible un proceso de desarrollo del producto en espiral. Conforme al cual las actividades de diseño de detalles, construcción de prototipos y pruebas se repiten varias veces. Es uno de los casos más utilizados en el sector metalmecánico, donde se hacen correcciones a pedido del cliente. Ver Fig. 2.
|
|

Fig. 2. Proceso de desarrollo del producto en espiral [06].
- En sistemas complejos: el diagrama de flujo de la Fig. 3, muestra el desglose en etapas paralelas de trabajo de los muchos subsistemas y componentes.
|
|

Fig. 3. Proceso de desarrollo del producto de sistemas complejos [06].
Una vez que el proceso de desarrollo del producto se establece dentro de una empresa el diagrama de flujo de proceso se emplea para explicar a todos los miembros del equipo [07].
Se define a Lean Manufacturing, como la persecución de una mejora del sistema de fabricación mediante la eliminación del desperdicio o muda de aquellas acciones que no aportan valor al producto y por las cuales el cliente no está dispuesto a pagar [08]; también se define como una filosofía de trabajo basada en las personas, que buscan la forma de mejorar y optimizar un sistema de producción, focalizándose en identificar y eliminar todo tipo de “desperdicios”, que se observan en la producción: sobreproducción, tiempo de espera, transporte, exceso de procesado, inventario, movimiento y defectos [09].
El análisis de valor, consiste en un esfuerzo sistemático para reducir el costo o mejorar el desempeño de los productos o servicios, ya sea comprados o producidos. Entre sus ventajas figuran la reducción de los costos operativos (producción, materiales y distribución); mejora en los márgenes de utilidad y un incremento en la satisfacción del cliente. Puesto que los equipos integrados por los distintos procesos de la empresa: estratégicos, de producción y de apoyo (definidos en el mapa de procesos) como de sus principales proveedores, desempeñan un papel clave en el análisis de valor, otro beneficio es que eleva la moral de los empleados [10] y [11].
La industria metalmecánica en la provincia de Misiones (Argentina), se encuentra en pleno crecimiento, debido a su gran flexibilidad para ofrecer nuevos servicios y productos, con la ayuda de sectores complementarios. Hoy se cuenta con una Cámara Misionera de Industriales Metalúrgicos (CAMIM), la cual se ha constituido en un ámbito que potencia la industria local y provincial, trabajando en conjunto con: el Ministerio de Industria de Misiones, los Municipios, y el Instituto Nacional de Tecnología Industrial (INTI). A nivel regional, se encuentran en desarrollo varios clústeres metalúrgicos conformados por empresas, academias y estado, con el fin de crear sinergias para el aumento de la competitividad del sector [01].
Teniendo en cuenta los conceptos planteados para el desarrollo de un producto metalúrgico, el objetivo de este trabajo fue obtener información tecnológica para desarrollar una campana extractora de cocina familiar, para una empresa metalmecánica de Misiones (Argentina).
2. Materiales y Métodos
El material en estudio fue la campana extractora de humos y olores para cocinas de viviendas familiares, que planea fabricar Aire S.A., (una Pymes del sector metal mecánica, domiciliada en Posadas, Misiones, Arg.). Actualmente fabrica carteles, piezas y componentes metálicos, además realiza montajes de conductos en chapa galvanizada, para instalaciones de aire acondicionado y ventilación industrial.
La investigación se planteó en forma de encuesta, del tipo online (con Google forms), por tratarse del instrumento de medición más utilizado comúnmente y porque ofrece mayor flexibilidad a la hora de contestar el cuestionario.
Posadas fue elegida principalmente como población de clientes potenciales para estudio.
Se aplicó muestreo aleatorio estratificado, específicamente bajo la técnica de asignación proporcional. Para una población finita y un índice de confianza (ic) = 95%, el tamaño de la muestra, debería ser de 399 encuestas. Por cuestiones económicas y de tiempo, la población encuestada fue de m = 77; por lo tanto, recalculando el error muestral (e) se obtuvo: e = 11,4%, siendo un valor aceptable considerando que se trata de un trabajo académico de campo.
Las metodologías de desarrollo del producto usado en este trabajo fueron: el Sistema Lean Toyota (LPDS) y el Ciclo Deming (PHVA). A continuación, se explican sus ventajas.
Lean Toyota o Lean Product Development System (LPDS) o LPDS Toyota [12] y [13], se aplicó este nuevo sistema de desarrollo a la campana extractora. Sus ventajas y características se presentan en las siguientes etapas: (ver Fig. 4).
i. Establecimiento del valor para los clientes
El ingeniero jefe y el proyectista/diseñador industrial establecen lo que el cliente define como valioso mediante: información de campo, investigación de mercados, análisis de la competencia, entrevistas con personas del mercado objetivo, uso de productos similares y características del estilo de vida del mercado objetivo.
|
|
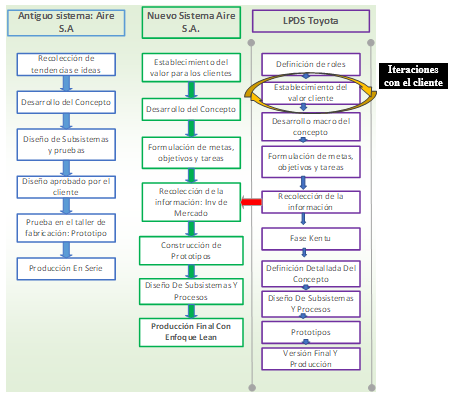
Fig. 4. Procesos de desarrollo de la campana extractora. Sistemas: Antiguo, Nuevo y LPDS Toyota [12] y [13].
ii. Desarrollo del concepto del producto
El Ingeniero Jefe del proyecto con los representantes de todos los dptos involucrados, el diseñador industrial, el jefe de producción de recursos humanos, administrativos, vendedores, técnicos e instaladores, todos juntos definen la visión global en un documento.
iii. Formulación de metas, objetivos y tareas
El Ingeniero en jefe y la alta gerencia, definen las metas y objetivos globales de desempeño del nuevo producto y asigna tareas a los demás participantes del desarrollo, que fueron enumerados en la etapa anterior.
iv. Recolección de información
El diseñador industrial y proyectistas en conjunto con los proveedores de la campana extractora recolectan y analizan la información que requieren para llevar a cabo sus labores e inician la etapa de estudio empleando el análisis de diversas alternativas de manera simultánea.
v. Diseño de los subsistemas y procesos
Paralelamente al diseño de subsistemas se realiza el diseño de los procesos de manufactura y venta, liderado por el Ingeniero en jefe y realizado con los proveedores. También se realiza un análisis global de ciclo de vida del producto.
vi. Construcción de los prototipos
El diseñador industrial, el proyectista y el Ingeniero en jefe realizan prototipos integrando los subsistemas y probando los procesos de manufactura y venta de manera que esté todo listo para atender a los clientes.
vii. Producción final con enfoque Lean
Los prototipos finales se exhiben en un lugar de reunión que se conecta a la página web de la empresa y se replica el producto en los distintos puntos de venta. A partir de este momento se produce lo que los clientes soliciten dentro de los modelos que puede desarrollar la empresa y se empieza a trabajar en nuevos modelos. La implementación de Lean para desarrollo de productos integra a otros sistemas como ser: las Normas de Calidad y Ambiental ISO 9001:2015 e ISO 14001:2015, respectivamente.
El Ciclo Deming: planear, hacer, verificar, actuar (PHVA), también fue utilizado en este trabajo, ver la Tabla 1.
Tabla 1. Ciclo Deming (PHVA): nuevo proceso de desarrollo [13] y [14].
|
PLANEAR |
HACER |
VERIFICAR |
ACTUAR |
|
|
Políticas |
Planeación |
Implementar y operar |
Analizar desempeño |
Mejorar |
|
-Principios
-Aspectos claves del sistema.
-Política de compra de los componentes.
-Pautas de diseño.
-Tipos de diseño y distribución del tiempo.
-Pautas para manejo de imprevistos.
|
*Alcance *Identificación de requerimientos legales, de las partes interesadas. *Mapa de valor actual y futuro. *Objetivos. *Identificación y evaluación de aspectos, impactos y riesgos. *Estructura: eventos de integración, subsistema, sistema del ing. jefe. *Ciclo de vida del producto *Roles responsabilidad y autoridad. *Plan contingencia. |
-Procesos y documentos -Afiliación -Venta -Atención - Cálculo precio de venta -Documentación técnica -Compras -Producción -Entrega -Distribución -Personas. -Estructura. -Competencias y perfiles -Capacitación -Herramientas y tecnol. Comunicación Aprendizaje organizac. |
-Manejo de los recursos Control de la operación.
-Monitoreo y medición de metas, objetivos, requisitos legales y otros.
-Indicadores clave.
-Evaluación del cumplimiento.
-Auditoría interna.
-Manejo de no conformidades.
|
- Revisión por la dirección.
-Acción correctiva, preventiva y de mejora.
-Sistema de acción Integral.
|
El Ciclo Deming se aplicó en este trabajo, porque posee las siguientes ventajas:
- Disminuye los impactos ambientales: se utilizó el inventario de ciclo de vida para identificar los principales impactos y sus causas para luego plantear acciones correctivas.
- Aumenta la capacidad de aprendizaje organizacional: se mejoró mediante el conocimiento compartido. La persona (interna o externa) que desarrolló la campana extractora lo documentó de forma escrita y videos breves y fundamentó porque hace algo de una determinada manera. Luego publicó la información en una carpeta compartida en un servicio gratuito de almacenamiento en la nube, para que pueda ser usada por los demás miembros del sistema de desarrollo.
- Mejora de procesos empleando tecnologías de información y comunicación: se realizó una actualización y mejora del análisis organizacional previo, el cual es útil para definir las necesidades tecnológicas y poner valores numéricos a los sistemas de información.
La técnica Función Calidad de Valor (FVD) también se aplicó en este trabajo. De acuerdo a la referencia [09] es una adaptación del despliegue de la Función Calidad (QFD), en la cual se aplican los principios Lean basados en la creación de valor y la reducción de desperdicios, introduciendo una matriz adicional, teniendo en cuenta las demandas de funciones que agreguen valor al producto [15].
3. Resultados y Discusión
3.1. Acerca de las metodologías de desarrollo del producto
Anteriormente, en las metodologías tradicionales para el desarrollo del producto, se concebía un solo proyecto de grandes dimensiones y estructura definida. Se seguía un proceso secuencial o también llamado modelo en cascada en una sola dirección y sin marcha atrás; el proceso era rígido y no cambiaba, los requerimientos eran acordados de una vez y para todo el proyecto. Uno de los grandes problemas de este modelo en cascada era, la imposibilidad de revisar el producto durante el proceso productivo, muy similar a los procesos de desarrollo de productos tradicionales. [16]
En la Fig. 4 (1er. columna), se observó el antiguo sistema usado por la empresa Aire S.A., similar a lo tradicional en el sector de las industrias metalmecánicas; para aplicar el nuevo sistema de desarrollo de productos con enfoque Lean de la Fig. 4 (2da columna), se observa que la diferencia principal, entre la 1er. y 2da columna, es el hecho de que los productos son producidos en serie y orientados a las necesidades del cliente, después de una adecuada investigación de mercado.
En la Fig. 4 (3er. columna) se presentó el sistema de desarrollo de producto LPDS Toyota, caracterizado por promover la interacción constante entre las diferentes disciplinas y áreas mediante la coordinación del ingeniero jefe, quien es el directo responsable del desarrollo del producto es quien toma todas las decisiones críticas con respecto a este. Una vez establecida las necesidades de valor y traducidas en requisitos dentro de la organización mediante el nuevo sistema adoptado por la empresa con enfoque Lean, el siguiente paso es pasar al LPDS Toyota donde el mismo se caracteriza por no ser un proceso lineal sino iterativo que detecta y corrige errores más rápidamente, adaptándose a cambios en forma flexible para mantener y superar las expectativas actuales y futuras de los clientes.
Después de la revisión de los diferentes autores, se adoptó como base la nueva metodología de desarrollo de producto Lean Product Development System (LPDS) o LPDS Toyota, ver Fig. 4 (3er. columna), debido a que se incluyen conceptos de ingeniería concurrente (IC) en conjunción con la Función Calidad de Valor (FVD) que prioriza las demandas de los clientes con las características y especificaciones de calidad.
3.2. Necesidades de los clientes y las características funcionales de la campana extractora:
o Total de encuestados = 76 personas.
o Región geográfica encuestada: el 92% son de Misiones y el 8% Corrientes y Chaco
o Tipo de vivienda: el 33,3% habita en una casa grande, el 30,7% en casas pequeñas o dptos y en mono ambiente el 5,3%.
o Intención de compra de la campana extractora: el 46,7% tuvo una respuesta positiva, el 17,3% negativa y el porcentaje restante tal vez adquiriría el producto un 36%.
o Materiales de construcción para la campana extractora: el 81,3% eligió el acero inoxidable seguido de una campana innovadora de vidrio templado con el 14,7% y el resto de chapa esmaltada.
o Las dimensiones de la campana extractora: el 59,2% eligió 600x600x450 (en mm) con un 18,3% optó por (550x500x350 mm), un 12,7% por 350x500x350 (en mm) y el 7% 900x600x500 (en mm) y otras opciones con porcentajes menores.
Conclusión: por lo tanto, el material que se utilizará para el diseño y fabricación de las campanas extractoras será el acero inoxidable y las dimensiones las elegirán los clientes.
3.3. Funciones adicionales que agregan valor a la campana extractora
o Que mediante control remoto se pueda programar de acuerdo al tipo de comida: el 62,2% acepta la propuesta, un 27,6% contesta tal vez y el restante 9,2% no le interesa.
o En cuanto a la forma de recibir el producto armado o desarmado: el 60,5% quiere recibir totalmente armado, el 7,1% desarmado y al 34,2% le es indistinto: armado o desarmado.
o La función adicional de poder aromatizar la cocina: un 7% lo consideran (muy importante), un 36% (importante), un 32% (poco importante) y un 23% (nada importante), por ello esta función adicional se seguirá discutiendo.
o Te interesa que la campana extractora sea flexible y se puede configurar el color con el diseño de la cocina. Un 58,1% contesta afirmativamente, un 27,5% tal vez y un 16,2% no le interesa, por lo que podemos comentar que es un punto importante a tener en cuenta para adecuarnos a las necesidades del cliente.
o Te interesa que se brinde servicio de post venta y post consumo. Un 80,3% manifiesta una gran aceptación, y al resto no le interesa o tal vez lo considere.
o Prefiere que tenga partes intercambiables, como para poder reparar o realizar un mantenimiento. El 92% manifiesta un gran interés por esta opción en el producto, el resto no.
o Prefiere que tenga servicio de instalación y de entrega del producto sin cargo, como un agregado al producto. Un 85,5% manifiesta un gran interés en el servicio de instalación.
En la Fig. 5, 6, 7 y 8 se presentan los factores principales que influyen en la decisión de comprar una campana extractora.
|
|
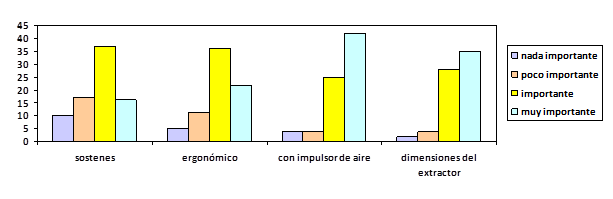
Fig. 5. Evaluación de los factores: sostenes, ergonómico, con impulsor de aire y dimensiones del extractor.
|
|
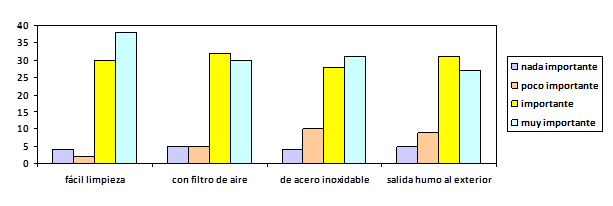
Fig.6. Evaluación de los factores: fácil limpieza, con filtro de aire, de acero inoxidable y salida de humo al exterior.
|
|
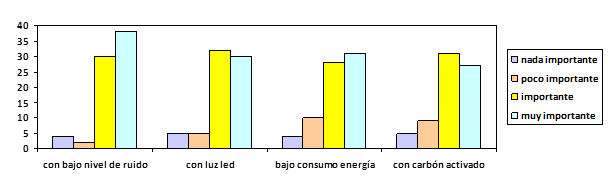
Fig. 7. Evaluación de los factores: ruido bajo nivel, con luz led, bajo consumo energía y con carbón activado.
|
|
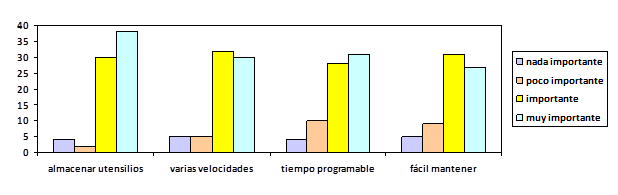
Fig. 8. Evaluación de los factores: almacenar utensilios, varias velocidades, tiempo programable y fácil mantener.
3.4. Contraste de hipótesis (univariante)
Según [11] el primer paso consiste en formular la hipótesis nula (Ho) y la hipótesis alternativa (H1). Una hipótesis nula es un enunciado sobre el status quo sin diferencia o con ningún efecto. Si la hipótesis nula no se rechaza, entonces no se realizan cambios. En una hipótesis alternativa se plantea la expectativa de cierta diferencia o efecto. La aceptación de la hipótesis alternativa llevará a cambios en las opiniones o acciones.
De esta manera, la hipótesis alternativa es opuesta a la hipótesis nula.
La ecuación (1) de [17], plantea para: m = 76 encuestas y nivel de signif. (α) = 1% = 0,01.
|
|
(1) |
Se
supone una aproximación Normal, con lo cual Ho se rechaza si: ![]()
Contraste de Hipótesis 1
Hipótesis nula (Ho): menos del 40% de las personas prefiere el producto armado.
Hipótesis alternativa (H1): más del 40 % de las personas prefiere el producto armado.
Tabla 2. Como desean recibir la campana extractora.
|
Respuestas |
Frecuencia |
% Respuestas |
|
Armado |
46 |
60,5 |
|
Desarmado |
4 |
7,1 |
|
Indistinto |
26 |
321,4 |
m = 76 encuestas, nivel de significación = 1%
Al analizar los resultados obtenidos, se aprecia que más del 60,5% de los encuestados coinciden con el formato de entrega del producto armado.
Por lo tanto, se rechaza Ho y se acepta H1, siendo esta, una proporción significativa de la población que eligió esta opción.
Conclusión: se establece como formato de entrega: el equipo armado.
Contraste de Hipótesis 2
Hipótesis nula (Ho): menos del 40% de las personas le interesa que se brinde servicio de post venta y post consumo.
Hipótesis alternativa (H1): más del 40 % de las personas le interesa que se brinde servicio de post venta y post consumo.
Reemplazando en la ecuación se obtiene: r nro. éxitos > rc à 61 > 48,65.
Conclusión: la campana extractora ofrecerá un servicio de post venta y post consumo.
Se realizaron además otros test de Hipótesis sobre funciones adicionales: programación, control remoto y material a utilizar.
Conclusión: la campana extractora tendrá las funciones de programación y de control remoto y el material a utilizar en la construcción de la campana será acero inoxidable.
Tabulación Cruzada (Análisis simultáneo de dos variables)
El estadístico chi cuadrada (chi) se utiliza para probar la significancia estadística de la asociación observada en una tabulación cruzada. Nos ayuda a determinar si existe una relación sistemática entre las dos variables [10].
La hipótesis nula, Ho, plantea que no hay una asociación entre las variables.
Contraste de Hipótesis 3
Hipótesis nula Ho: No hay relación entre el interés de compra y la función de control remoto y de programación de funciones de la campana extractora.
Hipótesis alternativa (H1): Hay relación entre el interés de compra y la función de control remoto y de programación de funciones de la campana extractora. No se rechaza la Hipótesis nula.
Conclusión: no hay un interés de compra en relación a las nuevas funciones propuestas: control remoto y programación de funciones del extractor.
Los principios Lean Toyota y la Función de Calidad (FVD) se utilizaron para el armado de la Tabla 3. Se relacionaron las demandas del cliente con las demandas de valor desarrolladas por la Empresa metalmecánica, que fueron: las características técnicas del extractor y los servicios técnicos brindados por la empresa al cliente.
Las Escalas cuali-cuantitativa utilizadas en la Tabla 3 son:
1 Demandas del cliente: con la escala 9 (fuerte), 6 (media), 3 (débil) y 0 (nula).
2 (IQj) la escala varió entre: 0 (mínimo) y 100 (máximo).
Se obtuvo sumando verticalmente el producto de cada característica técnica por su índice de importancia de calidad (columna derecha).
3 (Dj) con la escala: 0,5 (muy difícil), 1,0 (difícil), 1,5 (moderado), 2,0 (fácil).
4 (Bj), con la escala: 0,5 (por arriba de la competencia), 1,0 (similar a la competencia), 1,5 (por debajo de la competencia), 2,0 (muy debajo de la competencia).
5 (IQj*) la escala se obtuvo aplicando la ecuación. (IQj*) = (IQj) (Dj)1/2 (Bj)1/2
Tabla 3. Campana extractora: función calidad de valor, agilidad organizacional y principios Lean Toyota.
|
CAMPANA EXTRACTORA |
INFORMACION TECNOLÓGICA |
||||||||||||||||||
|
Características Técnicas |
Servicios Técnicos |
Índice de importancia de Calidad Demandada |
|||||||||||||||||
|
Función Calidad de Valor (FVD)
|
Acero SAE 304. Dim.2x1 m, E=0,5 mm |
Dim. campana: 60x60x45 cm |
Motor Q=1000 m3/h, 3 vel. 55 db. 400 W |
Kits plaqueta electrónica, 220/12V. |
Transformador 220/12 V |
Control remoto y plaqueta receptora |
Luces de leds: 5 W, Di= 50 mm |
Filtro met.520x520 mm, esp.=12 mm |
Filtro activo de carbón activado |
Con porta flitros y colgar utensilios |
Cubre cond. acero inox.: 20x20cm |
Ducto salida: flex de metal, d = 15 cm |
Diseño ergonómico |
Diseño estético (escala: 1-10). |
Repuestos y herramientas del equipo |
Técnicos de instalación y garantías |
Oficina y taller de post venta y garantía |
Camionetas para instalación con garantía |
|
|
Producto armado |
3 |
9 |
9 |
9 |
- |
9 |
6 |
6 |
6 |
3 |
3 |
3 |
- |
- |
6 |
9 |
3 |
9 |
0,8 |
|
Disp.y color flex. |
9 |
9 |
6 |
6 |
6 |
6 |
- |
6 |
6 |
6 |
6 |
6 |
9 |
9 |
9 |
3 |
3 |
3 |
0,7 |
|
Colores del equipo |
9 |
9 |
9 |
9 |
6 |
6 |
- |
6 |
3 |
3 |
6 |
9 |
9 |
9 |
9 |
3 |
3 |
3 |
0,9 |
|
Bajo consumo |
- |
- |
9 |
6 |
6 |
9 |
6 |
- |
- |
- |
- |
- |
- |
- |
9 |
6 |
6 |
- |
0,7 |
|
Control remoto |
- |
- |
9 |
9 |
9 |
9 |
6 |
- |
- |
- |
- |
- |
- |
- |
9 |
9 |
9 |
9 |
0,7 |
|
Aromatizador |
- |
- |
9 |
6 |
6 |
9 |
- |
- |
- |
- |
- |
- |
- |
- |
3 |
3 |
3 |
3 |
0,5 |
|
Post venta-cons. |
- |
- |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
- |
- |
- |
- |
- |
6 |
9 |
9 |
9 |
0,8 |
|
Partes interconec. |
- |
- |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
3 |
3 |
3 |
- |
- |
6 |
9 |
9 |
9 |
0,9 |
|
Garantía extendida |
- |
- |
9 |
9 |
- |
- |
- |
9 |
9 |
3 |
3 |
3 |
- |
- |
9 |
9 |
6 |
9 |
0,8 |
|
Serv. instalación |
- |
- |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
3 |
3 |
3 |
- |
- |
6 |
9 |
6 |
9 |
0,9 |
|
Servicio entrega |
- |
- |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
3 |
3 |
3 |
- |
- |
6 |
9 |
6 |
9 |
0,9 |
|
2 IQj |
17 |
21 |
73 |
70 |
53 |
64 |
44 |
52 |
49 |
19 |
22 |
25 |
14 |
14 |
60 |
61 |
49 |
57 |
|
|
3 Dj |
1,0 |
1,0 |
1,0 |
2,0 |
1,5 |
2,0 |
2,0 |
2,0 |
2,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
2,0 |
2,0 |
2,0 |
2,0 |
|
|
4 Bj |
1,0 |
1,0 |
0,5 |
2,0 |
1,5 |
2,0 |
2,0 |
2,0 |
2,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
2,0 |
2,0 |
2,0 |
2,0 |
|
|
5 IQj* |
17 |
21 |
52 |
140 |
80 |
128 |
88 |
104 |
99 |
19 |
22 |
25 |
14 |
14 |
120 |
122 |
98 |
114 |
|
1 Demandas del cliente. 2 IQj = Importancia técnica para cada Característica de Calidad (CC).
3 Dj = Grado de dificultad, para modificar las especificaciones actuales de cada CC.
4 Bj = Evaluación competitiva de las CC. 5 IQj* = Importancia de las CC corregidas. [18]
En la Tabla 3, se observa que los ítems de “características técnicas de valor” a desarrollar por la empresa, resultan de vital importancia: los técnicos de instalación, repuestos o componentes, la oficina y taller de atención de post venta y los recursos adecuados para realizar el mantenimiento y la atención por garantía. Las características técnicas desarrolladas por la Empresa en la Tabla 3, se cualificaron de acuerdo a sus valoraciones cuantitativas que a continuación se desarrollan:
La importancia corregida para las características técnicas de calidad (de mayor a menor) fueron: el Kits plaqueta electrónica, 220/12V, el control remoto y la plaqueta receptora, las luces leds de 5 W y Di= 50 mm, el filtro activo de carbón activado, el transformador 220/12 V, el motor Q=1000 m3/h, 3 vel. 55 db. 400 W, el ducto de salida: flexible de metal, diámetro = 15 cm, el cubre condensado de acero inoxidable 20x20 cm2, dimensiones de la campana: 60x60x45 (en cm), de acero SAE 304, dimensiones 2x1 (en m), espesor = 0,5 mm, el diseño ergonómico.
La importancia corregida para los servicios técnicos de calidad (de mayor a menor) fueron: técnicos de instalación y garantías, repuestos y herramientas del equipo, camionetas para instalación con garantía, oficina y taller de post venta y garantía y diseño estético.
4. Conclusiones
Al combinar la Función Calidad, la Agilidad Organizacional y el Lean Toyota, mejoró la visualización de los requisitos de los clientes y se detectaron nuevas necesidades.
Desde el punto de vista cuantitativo, se obtuvieron los valores numéricos para: las diferentes demandas del cliente, la importancia técnica de cada una de las características de calidad (IQj), el grado de dificultad para modificar las especificaciones de cada característica de calidad (Dj), la evaluación competitiva de las características de calidad (Bj) y la importancia corregida de las características de calidad (IQj*).
Desde el punto de vista cualitativo, se determinó: la importancia relativa de las características y servicios técnicos, desarrollados por la Empresa.
Se obtuvo la información tecnológica que contribuyó a mejorar el proceso de desarrollo de la campana extractora, con el fin de asegurar que las necesidades de los usuarios sean bien atendidas.
Referencias
[01] Socconini Pérez Gómez L. V., “Lean Company: más allá de la manufactura”, Barcelona, Marge Books, 2019. Recuperado de https://elibro.net/es/ereader/elibrounam/117565?page=16
[02] Ribeiro, J. L.; Echeveste, M. y Danilevicz, A. M. Desarrollo de Productos. Cuaderno didáctico de: Desarrollo de Productos. Especialización y Maestría en Ingeniería de Planta y Producción, 2001.UNaM. Oberá, Argentina.
[03] Zarbo Pablo y Gonzalez Diego, “Agilidad organizacional. Cómo Transformar Organizaciones, con propósito e impacto”, 1ra. Edición. Editorial Dunken, Ciudad autónoma de Buenos Aires, 2021.
[04] Ulrich K. T.; Eppinger S. D., “Diseño y desarrollo de productos”, Quinta edición, Mcgraw-Hill, México, 2013.
[05] Ulrich, Karl & Eppinger, S., “Product Design and Development”. Sexta Edición. Mc Graw Hill, Education. México, 2015
[06] Pahl, G.; Beitz, W; Feldhusen, J.; Grote, K. H.,). “Engineering design: a systematic approach”, Tercera edición. Springer, Londres, Inglaterra, 2007.
[07] Cuatrecasas, L. “Gestión integral de la calidad: implantación, control y certificación”, Profit, Barcelona, España, 2010.
[08] Carreras, M. R., y García, J. L. S., “Lean Manufacturing. La evidencia de una necesidad”, Editorial: E. D. de Santos, Madrid, España. 2010.
[09] Hernández Matías, J. y Vizán Idoipe, Antonio, “Lean manufacturing. Conceptos, técnicas e implantación”, Editorial Fundación EOI, Madrid, España, 2013.
[10] Pessôa M.V.P., y Trabasso L.G., “The Lean Product Design and Development Journey a Practical”, Editorial: Springer, Londres, Inglaterra, 2017.
[11] Krajewski, Lee J, Ritzman, Larry P. & Malhotra, Manoj KAdministración de operaciones. Procesos y cadena de suministro, Editorial: Pearson, Madrid, España. (2013).
[12] Grech T., “The intersection of agile and waterfall”, Industrial Engineer: IE,47 (8), 47-49, 2015.
[13] Morgan J. y Liker J., “The Toyota Product Development System”. New York: Productivity Press, 2006.
[14] Hernández Sampieri, R.; Fernández Collado, C. y Baptista Lucio, P. Metodología de la investigación. McGraw-Hill Interamericana Editores S.A. de C.V., 2014. México, D. F.
[15] Martínez Bencardino C., Estadística y muestreo. Bogotá. Décima tercera Edición, 2012. Editorial Ecoe.
[16] Domínguez Gutiérrez S., Sánchez Ruiz, E. y Sánchez de Aparicio y Benítez, G. A. Guía para Elaborar una Tesis. México. Primera Edición, 2009. Editores: Mcgraw-Hill/Interamericana.
[17] Maldonado Barón, Diana I. y Cadavid Rivera, Leonardo, “Cómo una microempresa logró un desarrollo de productos ágil y generador de valor empleando Lean”, Revista Estudios Gerenciales, Vol. 30 (130), 40-47, 2014.
[18] Alcaide Marzal J.; Diego Más J. A.; Artacho Ramírez Miguel A., “Diseño de producto: métodos y técnicas”, Alfaomega, México, 2004.