
Vol. 4 N° 2, julio-diciembre 2023, pag. 30-44
ISSN 2618-5520 on line
DOI - https://doi.org/10.36995/j.masingenio.2023.11.21.003
Caracterización de la Textura de Snacks de Mandioca en Función del Tiempo, Temperatura y Tipo de Aceite de Girasol
Sandra Liliana Hase *, a, https://orcid.org/0000-0002-7073-4101, (sandra.hase2011@gmail.com)
Juan Esteban Miño Valdés b, https://orcid.org/0000-0003-1033-3506, (jemino53@gmail.com)
Omar Pérez Navarro c, https://orcid.org/0000-0001-6963-1327, (opnavarro@uclv.edu.cu)
a Universidad Nacional de Misiones (UNaM), Facultad de Cs.Ex.Qcas.y Nat., Dpto.de Ing.Quím., Argentina
bUniversidad Nacional de Misiones (UNaM), Facultad de Ingeniería, Dpto.de Física, Argentina
cUniversidad Central “Marta Abreu” de las Villas (UCLV), Dpto.de Ingeniería Química, Cuba
Resumen
El objetivo de este trabajo fue caracterizar la textura de snacks de puré de mandioca (Manihot Esculenta) en función del tiempo, la temperatura y el tipo de aceite de girasol. Los aceites de fritura y las temperaturas de cocción fueron: Aceite de Girasol (AG) y Aceite de Girasol de Alto Oleico (AGAO) a 150, 170 y 190ºC respectivamente. Snacks fritos de 6 mm de diámetro y 50 mm de largo fueron enfriados a 25ºC y comprimidos a velocidad de deformación constante. Con el analizador de textura TA.XTPlus Texture Analyser Stable Micro System LTD se obtuvieron fuerza y deformación para graficar y determinar: dureza, índice de aserramiento, tenacidad y fracturabilidad. Con las imágenes de snacks antes y después de la compresión se determinaron la cantidad y el área superficial de los fragmentos, con un programa informático desarrollado al efecto. Los aceites de fritura influyeron en la dureza y tenacidad de los snacks. Después de la compresión, a mayor tiempo de fritura fue mayor el índice de aserramiento, la fracturabilidad y el número y área de fragmentos; en tanto la dureza y la tenacidad aumentaron hasta un máximo y luego disminuyeron para tiempos altos de fritura.
Palabras clave - aceite de girasol, snacks de mandioca, textura, temperatura, tiempo
Abstract
The objective of this work was to characterize the texture of cassava (Manihot esculenta) puree snacks as a function of time, temperature and the type of sunflower oil. The frying oils and cooking temperatures were: Sunflower Oil (AG) and High Oleic Sunflower Oil (AGAO) at 150, 170 and 190ºC respectively. Fried snacks 6 mm in diameter and 50 mm long were cooled to 25°C and compressed at constant strain rate. With the texture analyzer TA.XTPlus Texture Analyser Stable Micro System LTD, force and deformation were obtained to graph and determine: hardness, sawing index, toughness and fracturability. With the images of snacks before and after compression, the quantity and surface area of the fragments were determined, with a computer program developed for this purpose. The frying oils influenced the hardness and toughness of the snacks. After compression, the longer the frying time, the higher the sawing index, the fracturability and the number and area of fragments; while hardness and toughness increased to a maximum and then decreased for high frying times.
Keywords - cassava snacks, temperature, texture, time, sunflower oil
1. Introducción
La fritura por inmersión profunda es una operación especialmente adecuada para la producción de snacks de mandioca (Manihot esculenta) con textura y flavor únicos.
Szczesniak (2002) define a la textura como la manifestación sensorial y funcional de propiedades estructurales, mecánicas y superficiales en los alimentos, detectadas a través de los sentidos de la visión, oído, tacto y kinestésicos [1]. Además Szczesniak (2002) describe a la textura como:
· una propiedad sensorial que sólo el ser humano puede percibirla y describirla.
· atributo multi-parámetro, no sólo firmeza o masticabilidad, sino como una gama de características,
· función de la estructura del alimento: molecular, macroscópica o microscópica,
· propiedad detectada por muchos sentidos, siendo los más importantes los sentidos del tacto y la presión [1].
Los snacks son productos secos, duros, frágiles y crujientes que ceden fácilmente a la menor presión de los molares rompiéndose en pequeños copos emitiendo un característico sonido y disolviéndose fácilmente con la saliva. La textura interior o exterior, además del sabor, es clave para la aceptación del consumidor después de la primera mordida y es siempre un desafío en su elaboración. Los cambios texturales durante la fritura son el resultado de muchos cambios físicos, químicos y estructurales producidos en los tejidos de la materia prima debido a la transferencia de calor y masa asociada a reacciones químicas. A medida que aumenta el tiempo de fritura, el producto se vuelve más tenaz hasta alcanzar un valor óptimo en el cual se vuelve frágil [2], [3].
La evaporación rápida del agua dentro del producto genera una estructura celular porosa, similar a un panal de abejas, lo cual es responsable del “crispness”, sensación gustativa de la fragilidad en la boca inmediatamente después de la masticación [4]. Los alimentos crujientes de baja humedad tales como chips de papas, chips de tortilla (nachos), y chips de maíz (tipo Doritos®) se caracterizan por la rotura frágil y la presencia de muchos eventos de fractura, cuando sobre ellos se aplica una mínima fuerza externa que causa la ruptura de las frágiles paredes de la estructura celular [5] - [9].
Las propiedades texturales dependen de las propiedades del producto y de las condiciones de proceso [2]. El contenido de agua, el tamaño del alimento frito, el tipo de alimento, la composición de la materia prima, principalmente el contenido de proteínas y de almidón son generalmente manipulados y/o ajustados para optimizar la textura tanto de la corteza como del interior del alimento. En productos con alto contenido de almidón, o en productos en los cuales se agregan almidones gelatinizados, modificados y de alta amilosa “batters”, la gelatinización del almidón es el factor principal que influye en la textura [10]. Por otra parte, las variables del proceso de fritura: tiempo y temperatura de fritura, condiciones de enfriamiento y tipo de aceite pueden ser fácilmente ajustados para mejorar la textura [11].
La textura de los alimentos se puede evaluar por métodos instrumentales o sensoriales. Los métodos instrumentales son menos caros y consumen menos tiempo comparado con los métodos sensoriales [12]. Aunque la sensación en la boca es una función compleja de muchas variables, para propósitos analíticos, es posible simplificar las interacciones físicas complejas que tienen lugar durante la masticación a tres tipos básicos de fuerzas físicas: compresión, tracción y corte. Las fuerzas de compresión se refieren a las fuerzas que actúan sobre el alimento sólido en dirección dirigida hacia el centro. El equipo para el ensayo de compresión registra la fuerza de resistencia del alimento sólido a la deformación (comúnmente expresado como la distancia relativa a la que se mueve la sonda de compresión, en la dirección de la compresión) y la deformación durante el proceso de compresión. El diseño del equipo de prueba usualmente involucra una sonda móvil, accionada por un motor que la mueve a una velocidad programada, hacia el alimento ubicado en una plataforma estacionaria. Durante la etapa de compresión las fallas estructurales son locales y la resistencia puede disminuir o permanecer constante. La ruptura de las celdas está normalmente acompañado de un sonido agradable de crujiente durante la masticación [13]. El ensayo de compresión imita el primer mordisco, donde se percibe la sensación de crujiente, la cual declina a medida que la masticación progresa debido al efecto de la saliva [14]. Otro procedimiento simple usado para cuantificar las características de fractura de un alimento sólido por compresión, consiste en el análisis de imágenes para cuantificar la distribución de tamaño de partículas después de la compresión y es una herramienta útil para caracterizar la fractura de alimentos crocantes tales como los snacks [15].
En las propiedades texturales se pueden cuantificar algunos parámetros tales como: dureza, características crujientes, tenacidad y fracturabilidad, todos de importancia primaria para la industria de snacks.
El objetivo de este trabajo fue caracterizar la textura de snacks de puré de mandioca en función de los parámetros de fritura: tiempo, temperatura y tipo de aceite de girasol.
2. Materiales y Métodos
Las raíces de mandioca (Manihot esculenta) variedad Rocha fueron cosechadas, procesadas, peladas, cortadas y conservadas a -24°C, como se detalla en [16].
La composición de las muestras de las raíces de mandioca se presentan en la Tabla 1.
Tabla 1. Raíces de mandioca
|
Composición |
* g % b.h. |
|
|
Humedad |
66,5 |
|
|
Cenizas |
1,04 |
|
|
Proteínas (Nx5,7) |
0,30 |
|
|
Almidón |
31,3 |
|
|
Lípidos |
0,10 |
|
|
Fibra cruda |
0,74 |
|
|
* g% bh = gramos % base húmeda |
|
|
2.2. Métodos
2.2.1. Preparación de muestras
Los snaks de mandioca se prepararon a partir de puré obtenido por compresión de raíces de mandioca cocidas al vapor, como se describe en [16].
2.2.2. Fritura
Los bastones de mandioca fueron descongelados a temperatura ambiente y fritos por inmersión profunda, en una freidora marca MOULINEX® (Código AF134D, Potencia: 1600 W) como se describe en [16]. Se utilizó aceite de girasol (AG) (marca Natura®) con alto contenido de ácido linoleico (poliinsaturado) valioso desde el punto de vista nutricional, y aceite de girasol de alto oleico (AGAO) (marca Cocinero®, moninsaturado), de mayor estabilidad y adecuado para la elaboración de snacks. La temperatura de fritura se fijó en 150°C, 170°C o 190°C.
2.2.3. Análisis de textura, parámetros
En los cálculos se usaron para unidades de fuerza el Newton (N), para distancia lineal milímetros (mm), para velocidad milímetros/segundos (mm/s) y para tenacidad Newton por segundo (N s).
A fin de comparar el comportamiento de los diferentes snacks de mandioca a temperatura ambiente (25ºC) a partir de las curvas, utilizando el software Exponent del analizador de textura TA.XTPlusTextureAnalyser StableMicroSystem LTD, donde los siguientes parámetros específicos fueron:
Test de compresión se aplicó una velocidad de deformación constante y se registró la fuerza y la deformación. En este caso las muestras inmediatamente después de fritadas se colocaron sobre una plataforma fija y se comprimieron hasta una deformación de 75% con una platina móvil de aluminio de 75 mm de diámetro y una carga de 50 N. Las velocidades de pre-test y de test fueron de 1 mm/s. Por cada muestra de mandioca se analizaron 10 snacks.
Dureza (N) “Hardness” se define como la fuerza máxima necesaria para una deformación del 75% durante la primera compresión [10], [13], [17], [18].
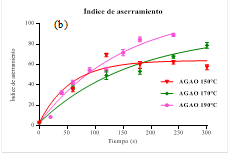
Índice de aserramiento “Jaggedness” se define como el número total de picos de fuerza (mayor a 1 N); parámetro asociado a la sensación de crujiente [10], [19].
Tenacidad (N.s) “Toughness” se define como el área debajo bajo el pico de fuerza de la curva fuerza-deformación, parámetro relacionado a la energía necesaria para triturar completamente la muestra o trabajo total de compresión, para la mordida o masticación del producto [8], [17], [18].
Fracturabilidad “Brittlness” se define como la tendencia de un material a la fractura, al desmenuzamiento o a la ruptura bajo la aplicación de una cantidad relativamente pequeña de fuerza o impacto. La fracturabilidad se estimó en el Texture Analyser Stable Micro System de la siguiente manera: se graficó una representación visual para el mejor ajuste, a partir de los puntos medios de las líneas imaginarias que unen picos y valles consecutivos a lo largo de la curva.
2.2.4. Análisis de imágenes
Las muestras de snacks fueron fotografiadas con una cámara digital Casio QV-R100 14.1 MP antes y después de la compresión. El área y número de fragmentos de las muestras antes y después de la compresión fue estimado utilizando un algoritmo desarrollado para tal fin. A partir de estos datos se determinaron: el Número y Área de los fragmentos antes y después de la compresión.
2.2.5. Análisis Estadístico
Todos los experimentos fueron realizados en tres réplicas para asegurar un mejor análisis de los datos estadísticos. Los datos fueron sometidos a un análisis de varianza (ANOVA), con un nivel de significación del 95%.
Los datos de Dureza fueron ajustados a una curva gausiana dada por la ecuación (1)
|
|
(1) |
Donde: Durezamáx es el valor de la fuerza máxima en (N); tmedio es el tiempo necesario para alcanzar la dureza máxima en (s) y “a” es una constante en (s). Durezamáx, tmedio, y “a” son parámetros de ajuste del modelo que se obtienen por regresión no lineal, para cada temperatura de fritura y tipo de aceite.
Los datos del índice de aserramiento fueron ajustados por la ecuación (2)
|
|
(2) |
|
|
Donde: J es el Indice de aserramiento definido como el número de picos de fuerza con umbral de 1 N; J ͚ es el índice de aserramiento a tiempos largos de fritura; kj es la constante cinética en (s-1) y t es el tiempo de fritura en (s) que produce J picos en la curva fuerza-deformación.
J ͚ y kj son parámetros de ajuste del modelo que se obtienen por regresión no lineal, para cada temperatura de fritura y tipo de aceite.
Los datos de tenacidad fueron ajustados a una curva gausiana dada por la ecuación (3)
|
|
(3) |
Donde: Tenacidadmáx es el valor de la tenacidad máxima en (N.mm); tmedio es el tiempo necesario para alcanzar la tenacidad máxima en (s) y “a” es una constante en (s). Tenacidadmáx, tmedio, y “a” son parámetros de ajuste del modelo que se obtienen por regresión no lineal, para cada temperatura de fritura y tipo de aceite.
Los datos de fracturabilidad fueron ajustados por la ecuación (4)
|
|
(4) |
Donde: “a”, “b” y “c” son parámetros de ajustes del modelo, obtenidos por regresión no lineal.
Los datos del Número de Fragmentos (No Frag) fueron ajustados por la ecuación (5)
|
|
(5) |
Donde: “a” es una constante y kN es la constante cinética para la variación del número de fragmentos en (s-1), ambos son parámetros de ajustes del modelo, obtenidos por regresión no lineal.
Los datos de la Variación de área de fragmentos antes y después de la compresión de la ecuación (6), fueron ajustados a un modelo modificado propuesto por [7] para estudiar los cambios texturales
de tiras de papas durante la fritura, ver ecuación (7).
|
|
(6) |
|
|
(7) |
Donde: ka es la constante cinética debido al ablandamiento del tejido; kb es la constante cinética para el endurecimiento de la corteza durante el proceso de fritura; “a” es una constante y “t” es el tiempo de fritura en (s). Los parámetros de ajuste del modelo fueron obtenidos por regresión no lineal. La bondad del ajuste de los modelos a los datos experimentales se evalúa mediante el coeficiente de determinación (R2) y el error cuadrático medio (RMSE) de la ecuación (8):
|
|
(8) |
Donde: ccal es el valor estimado por el modelo; cexp es el valor obtenido experimentalmente y “n” es el número de datos experimentales.
3. Resultados y Discusión
3.1. Influencia del tiempo de fritura
Los valores de los parámetros cinéticos y la bondad del ajuste de los modelos de las cinéticas de Dureza, Índice de Aserramiento, Tenacidad, Fracturabilidad, Número y Variación de Área de los fragmentos después de la compresión se presentan en las Tablas 2 a 7, respectivamente.
La dureza aumentó con el tiempo de fritura alcanzando valores máximos que dependían del tipo de aceite y la temperatura y luego disminuían ver Fig. 1. (a) y (b).
Una variación similar de la dureza con el tiempo de fritura fue reportada por [2] durante la fritura de “nuggets” de pollo y por [20] en la fritura de mandioca.
El aumento inicial de la dureza podría ser el resultado de una rápida pérdida de humedad en la superficie de los snacks que produce la deshidratación de la corteza, en tanto que la disminución posterior sería debido a la mayor gelatinización del almidón nativo de la mandioca que ocurre a mayores tiempos de fritura [20].
Sin embargo, este comportamiento fue diferente al reportado por [8] y [7], quienes observaron un período de ablandamiento inicial en la fritura de papas.
Tabla 2. Valores de los parámetros ![]() , tmedio y a
para (1) y la bondad del ajuste del modelo para la cinética de dureza (Valor
medio ± DS)
, tmedio y a
para (1) y la bondad del ajuste del modelo para la cinética de dureza (Valor
medio ± DS)
|
Aceite y Temperatura
|
|
Parámetros de la bondad del ajuste |
|||
|
|
|
a (s) |
RMSE |
R2 |
|
|
AG 150°C |
73,93 ± 2,90 |
196,80 ± 6,32 |
117,40 ± 7,73 |
6,832 |
0,883 |
|
AG 170°C |
67,19 ± 2,53 |
259,40 ± 23,83 |
174,90 ± 22,77 |
9,607 |
0,742 |
|
AG 190°C |
80,08 ± 2,12 |
222,70 ± 6,57 |
131,30 ± 7,42 |
5,177 |
0,944 |
|
AGAO 150°C |
80,74 ± 2,75 |
222,70 ± 12,87 |
162,60 ± 15,57 |
10,741 |
0,750 |
|
AGAO 170°C |
94,48 ± 2,36 |
195,40 ± 3,94 |
116,50 ± 4,82 |
2,540 |
0,987 |
|
AGAO 190°C |
108,70 ± 2,72 |
203,70 ± 9,67 |
126,90 ± 8,29 |
9,330 |
0,900 |
Dureza inicial = 22,296 ± 0,820 N, a 25oC. (para snacks de mandioca sin fritar)
Tabla 3. Valores de los parámetros kJ, y J ͚ para ecuación (2) y la bondad del ajuste del modelo para la cinética del índice de aserramiento (Valor medio ± DS)
|
Aceite y Temperatura |
|
Parámetros de la bondad del ajuste |
||
|
|
|
RMSE |
R2 |
|
|
AG 150°C |
4,86 ± 0,85 |
96,99 ± 7,80 |
12,668 |
0,807 |
|
AG 170°C |
3,05 ± 0,83 |
115,20 ± 19,68 |
9,441 |
0,874 |
|
AG 190°C |
2,26 ± 0,55 |
175,80 ± 31,75 |
6,318 |
0,956 |
|
AGAO 150°C |
17,80 ± 2,29 |
64,25 ± 1,64 |
8,784 |
0,852 |
|
AGAO 170°C |
5,93 ± 0,76 |
91,76 ± 5,21 |
8,581 |
0,896 |
|
AGAO 190°C |
6,58 ± 0,74 |
113,5 ± 7,25 |
7,631 |
0,934 |
Tabla 4. Valores de los parámetros ![]() ,
,![]() y a para
ecuación (3) y la bondad del ajuste del modelo para la cinética de tenacidad
(Valor medio ± DS)
y a para
ecuación (3) y la bondad del ajuste del modelo para la cinética de tenacidad
(Valor medio ± DS)
|
|
|||||
|
Aceite y Temperatura |
|
Parámetros de la bondad del ajuste |
|||
|
|
|
a (s) |
RMSE |
R2 |
|
|
AG 150°C |
94,33 ± 2,90 |
216,60 ± 6,31 |
145,30 ± 8,25 |
8,327 |
0,728 |
|
AG 170°C |
91,39 ± 4,90 |
390,4 ± 46,43 |
238,90 ± 130,33 |
6,476 |
0,853 |
|
AG 190°C |
122,30 ± 2,875 |
225,90 ± 3,72 |
102,40 ± 4,15 |
9,090 |
0,912 |
|
AGAO 150°C |
177,00 ± 4,33 |
250,30 ± 5,80 |
142,70 ± 6,37 |
10,868 |
0,872 |
|
AGAO 170°C |
262,60 ± 8,79 |
225,60 ± 4,33 |
108,20 ± 4,87 |
23,548 |
0,813 |
|
AGAO 190°C |
249,70 ± 5,22 |
208,40 ± 6,04 |
107,40 ± 4,87 |
14,091 |
0,907 |
Tabla 5. Valores de los parámetros a, b y c para la ecuación (4) y la bondad del ajuste del modelo para la cinética de fracturabidad (valor medio ± DS) |
|||||
|
Aceite y Temperatura
|
|
Parámetros de la bondad del ajuste |
|||
|
a |
b |
c.102 |
RMSE |
R2 |
|
|
AG 150°C |
342,7 ± 9,6 |
13,9 ± 2,3 |
1,62 ± 0,13 |
7,861 |
0,979 |
|
AG 170°C |
411,9 ± 43,3 |
16,8 ± 4,1 |
1,30 ± 0,21 |
29,860 |
0,934 |
|
AG 190°C |
367,3 ± 10,9 |
28,7 ± 7,7 |
2,36 ± 0,22 |
8,327 |
0,972 |
|
AGAO 150°C |
329,6 ± 6,5 |
12,3 ± 1,9 |
2,25 ± 0,15 |
4,429 |
0,981 |
|
AGAO 170°C |
459,2 ± 20,0 |
18,9 ± 5,2 |
1,71 ± 0,20 |
23,920 |
0,945 |
|
AGAO 190°C |
533,9 ± 69,4 |
13,6 ± 1,4 |
1,37 ± 0,13 |
21,325 |
0,956 |
|
Tabla 6.
Valores de los parámetros |
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
En la Tabla 7, se observa que los valores de ka son tres órdenes de magnitud mayores que los de kb indicando que el cambio de área inicial, durante los primeros segundos de fritura fue rápido causando una disminución del área ya que el snack sin fritar se volvió un puré ante la compresión aumentando el área, en cambio durante los primeros segundos de fritura el snack mantuvo la forma cilíndrica con poca deformación y sin producir fragmentos. En tanto kh es mucho menor mostrando que el aumento de área fue más lento a mayores tiempos de fritura.
|
Tabla 7. Valores de los parámetros a, ka y kb para la ecuación (6) y la bondad del ajuste del modelo para la cinética de variación relativa del Área de Fragmentos (valor medio ± DS). |
|||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||
3.2. Influencia de la Temperatura de fritura (Tfritura)
Los datos experimentales y los datos de la curva de regresión estimados a partir del modelo se muestran en las Fig.1 a 6.
Una comparación de los ajustes del modelo indicó que existe evidencia estadística significativa a (p < 0,001) entre las cinéticas de los parámetros texturales estudiados para las diferentes T del aceite ensayadas: 150, 170 y 190°C y entre los aceites utilizados AG y AGAO.
|
|
|
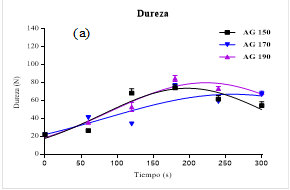
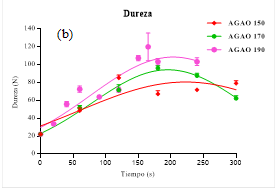
Fig. 1. Influencia de la T: Cinética de la Dureza para muestras fritas en AG (a) y AGAO (b)
A partir de los valores de la Tabla 2 graficados en la Fig.1 (a) y (b) se observa que la Durezamax alcanza un valor superior a medida que aumenta la Tfritura de ambos aceites, excepto en AG a 170°C que no sigue esta tendencia. Un comportamiento similar fue observado en la fritura atmosférica de mandioca fresca [20], de cuatro variedades de papas [4] y en la fritura de “gulabjamun” [5]. El aumento de la Dureza con la Tfritura se debe a la mayor velocidad de pérdida de agua, que acelera el proceso de formación de la corteza a altas T [5], [18], [20].
En la Fig.2 el Índice de Aserramiento aumentó a medida que aumentó el tiempo de fritura. Inicialmente, el patrón de fracturas mostró muy pocas caídas en la fuerza de compresión, lo cual indicó una ausencia de comportamiento crujiente. A medida que aumentó el tiempo de fritura, se observaron muchos picos de grandes fuerzas, seguidas de muchos picos de fuerzas más pequeñas correspondientes a muchos eventos de fractura más o menos similares en tamaño, lo cual se explicó por el alto número de pequeñas celdas de aire en la estructura de la muestra [10].
|
|
|
La Tenacidad aumentó con el tiempo y la T de fritura hasta un valor máximo y luego disminuyó, para todas las T y aceites ensayados, ver Fig.3
|
|
|
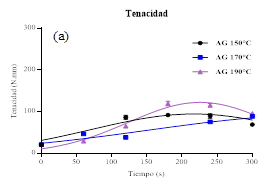
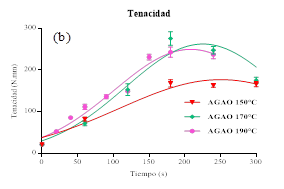
Fig. 3. Influencia de la T: Cinética de Tenacidad para muestras fritas en AG (a) y AGAO (b)
La Fracturabilidad aumentó con el tiempo de fritura para todas las temperaturas y aceites ensayados ver Fig.4.
|
|
|
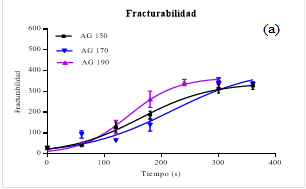
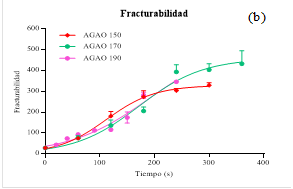
Fig. 4. Influencia de la T: Cinética de Fracturabilidad para muestras fritas en AG (a) y AGAO (b)
A 190°C no hay diferencia estadística significativa a (p = 0,3476, nivel de confianza 95%) entre las cinéticas de fracturabilidad en AG y en AGAO Fig.4.
En la Fig.5 (a) y (b) se observa que el Número de Fragmentos aumentó con el aumento de la T en AGAO, pero no hubo una tendencia en AG. Para tiempos de fritura ≤ a 60 s no se produjeron Fragmentos después de la compresión; a tiempos ≥120 s, el número de fragmentos fue función de la Tfritura y del tipo de aceite utilizado. Cuando la Tfritura fue 190°C se produjeron la mayor cantidad de fragmentos siendo mayor en el caso de usarse AGAO [15].
|
|
|
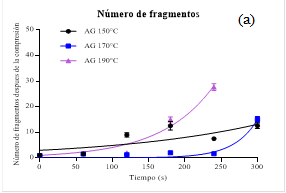
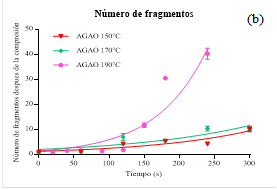
Fig. 5. Influencia de la T: Cinética del Nro.de Fragmentos para muestras fritas en AG (a) y AGAO (b)
La Variación del Área de los Fragmentos en la Fig.6 (a) y (b) después de una compresión del 75% disminuye con el tiempo de fritura alcanzando valores mínimos que dependen de la Tfritura (60 s para los snacks fritos a 150°C y 120 s para fritos a 170 y 190°C), independiente del aceite de fritura utilizado. Se observó que el aumento del área de fragmentos fue mayor a medida que aumentó la Tfritura.
|
|
|
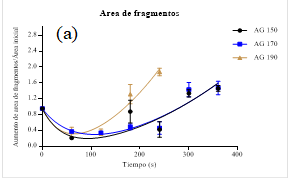
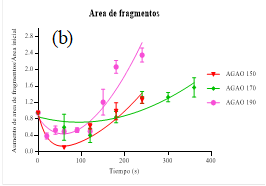
Fig. 6. Influencia de la T: Cinética de la Variación Relativa del Área de los Fragmentos para muestras fritas en AG (a) y AGAO (b)
3.3. Influencia del tipo de aceite
La dureza de los snacks fritos en AGAO es mayor que la dureza de los snacks fritos en AG, en el rango de tiempos estudiados ver Fig.7 (a) (b) y (c). Sin embargo, experiencias similares realizadas con papas fritas muestran que cuando el contenido de ácido oleico aumenta de 30% a 75% la dureza disminuye [9]. La velocidad de transferencia de calor a la superficie del producto aumenta cuando aumenta el grado de hidrogenación (> contenido de oleico) de los aceites y hace más dura la superficie. Así, un mayor tiempo de fritura y un aceite de mayor grado de hidrogenación resultan beneficiosos dando un alimento frito con menor dureza y más crujiente [2].
|
|
|
|
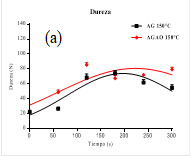
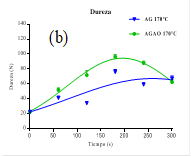
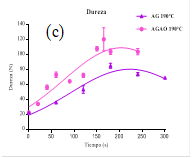
Fig. 7. Influencia del tipo de aceite: Cinética de Dureza para muestras fritas en AG y AGAO a 150°C (a), 170°C (b) y 190°C (c)
Los snacks fritos en AGAO muestran mayor Índice de Aserramiento que los fritos en AG. El tipo de aceite tiene un efecto estadísticamente significativo sobre la tenacidad a (p < 0,0001, nivel de confianza 95%) a todas las temperaturas estudiadas ver Fig.8 (a), (b) y (c).
|
|
|
|
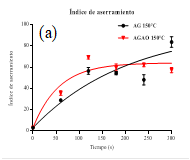
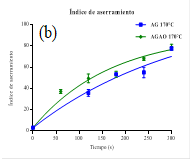
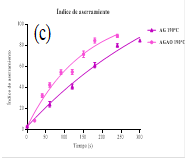
Fig. 8. Influencia del tipo de aceite: Cinética de Índice de Aserramiento para muestras fritas en AG y AGAO a 150°C (a), 170°C (b) y 190°C (c)
Los snacks fritos en AGAO muestran mayor tenacidad respecto de los fritos en AG a 150°C (a) 170°C (b) y 190°C (c), como se presenta en la Fig.9
|
|
|
|
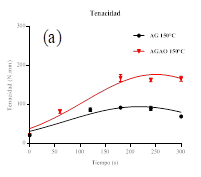
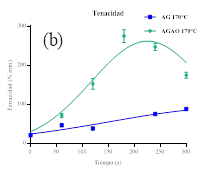
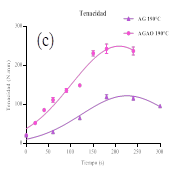
Fig. 9. Influencia del tipo de aceite: Cinética de Tenacidad para muestras fritas en AG y AGAO a 150°C (a), 170°C (b) y 190°C (c)
El tipo de aceite tiene un efecto estadísticamente significativo a (p < 0,0001, nivel de confianza 95%) sobre la Fracturabilidad de las muestras fritas a bajas temperaturas (150°C y 170°C), siendo las muestras fritas en AGAO las que muestran mayor fracturabilidad o tendencia al desmenuzamiento ante la aplicación de una fuerza, ver Fig.10 (a), (b) y (c).
|
|
|
|
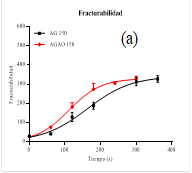
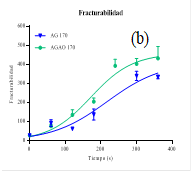
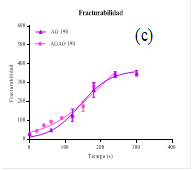
Fig. 10. Influencia del tipo de aceite: Cinética de Fracturabilidad para muestras fritas en AG y AGAO a 150°C (a), 170°C (b) y 190°C (c)
El tipo de aceite tiene un efecto estadísticamente significativo a (p < 0,0001), nivel de confianza 95%) sobre el Número de Fragmentos obtenidos por compresión. A 150°C, las muestras fritas en AGAO presentan menor número de fragmentos que las fritas en AG, ver Fig.11 (a). A 170°C y a 190°C las muestras fritas en AGAO muestran mayor número de fragmentos que en AG, ver Fig.11 (b) y (c).
|
|
|
|
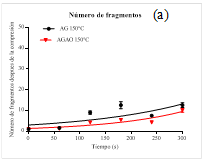
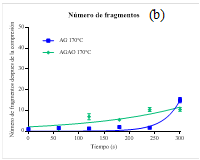
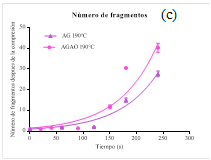
Fig. 11. Influencia del tipo de aceite: Cinética del Número de Fragmentos para muestras fritas en AG y AGAO a 150°C (a), 170°C (b) y 190°C (c)
Una comparación de los valores de cambios de Área de Fragmentos en diferentes aceites, se presentan en la Fig.12 (a), (b) y (c).
|
|
|
|
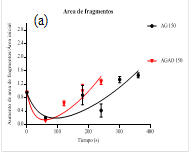
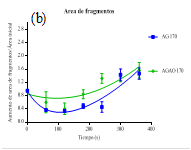

Fig. 12. Influencia del tipo de aceite: Cinética de Variación relativa del Área de los Fragmentos para muestras fritas en AG y AGAO a 150°C (a), 170°C (b) y 190°C (c)
En la Fig.12 se observa en los gráficos (a), (b) y (c) que los valores de aumento de área de fritura son mayores cuando los snacks se fritan en AGAO respecto de AG, en el rango de tiempos estudiados.
4. Conclusiones
Se evaluó el efecto de las variables de fritura: tiempo, temperatura y tipo de aceite, sobre las propiedades texturales de los snacks de mandioca fritos por inmersión profunda.
El tiempo de fritura fue la variable de proceso que más influyó en el índice de aserramiento, la fracturabilidad, el número de fragmentos y el área de los fragmentos después de la compresión. El tipo de aceite de fritura influyó principalmente sobre la dureza y la tenacidad. A mayor tiempo de fritura se observó mayor índice de aserramiento, fracturabilidad, número y área de fragmentos después de la compresión; en tanto que la dureza y la tenacidad aumentaron hasta un máximo y luego disminuyeron para tiempos altos de fritura.
Los snacks fritos en AGAO (aceite de girasol de alto oleico) tuvieron mayor dureza y presentaron una mayor área de fragmentos después de la compresión respecto de los snacks fritos en AG (aceite de girasol). El índice de aserramiento de los snacks fritos en AGAO fué mayor que el de los snacks fritos en AG, siendo la diferencia mayor a mayor temperatura. La tenacidad y la fracturabilidad de los snacks fritos en AGAO fué mayor que el de los snacks fritos en AG, siendo la diferencia mayor a 170°C.
En general se observó que cuanto mayor fué el tiempo de fritura más crujientes se volvieron los snacks de mandioca.
Referencias
[1] A.S. Szczesniak, “Texture is a sensory property”, Food Quality and Preference, vol. 13 (4), pp. 215-225, 2002.
[2] L. Yunsheng, “Quality changes in chicken nuggets fried in oils with different degrees of hydrogenation”, M.S. thesis, Dept. of Bioresource Engineering, Mc Gill University, Montreal, Quebec, Canada, 2005.
[3] M. Ngadi, A.A. Adedeji y L. Kassama, “Microstructural Changes During Frying of Foods,”.inAdvances in Deep-fat frying of Foods, S.Sahin y S.G. Sumnued., CRC Press, Taylor & Francis Group, Boca Ratón, Fl, 2009, Chapter 8, pp. 169-200.
[4] G.O. Abong, M.W. Okoth, J.K. Imungiy J.N. Kabira, “Effect of slice thickness and frying temperature on color, texture and sensory properties of crisps made from fourkenyan potato cultivars”, American Journal of Food Technology, vol. 6 (9), pp, 753-762, 2011.
[5] A.J. Kumar, R.R.B. Singh, A.A. Patel y G.R. Patil, “Kinetics of color and texture changes in Gulanjamun balls during deep-fat frying”,LTW, vol. 39, pp. 827-833, 2006.
[6] M. Taniwaki y K. Kohyama, “Mechanical and acoustic evaluation of potato chip crispness using a versatile texture analyzer”, Journal of Food Engineering, vol. 112, pp. 268–273, 2012.
[7] F. Pedreschi y P. Moyano, “Effect of pre-drying on texture and oil uptake of potato chips”, LWT, vol. 38, pp. 599-604, 2005.
[8] F. Pedreschi, J.M. Aguilera y L. Pyle,“Textural Characterization and Kinetics of Potato Strips During Frying”, Journal of Food Science, vol. 66 (2), pp. 314-318, 2001.
[9] A. Kita, G. Lisińska y G. Golubowska, “The effects of oils and frying temperatures on the texture and fat content of potato crisps”, Food Chemistry, vol. 102, pp. 1-5, 2007.
[11] F. Pedreschi y R.N. Zúñiga(2009 ). “Kinetics of Quality Changes During Frying,” in Advances in Deep-fat frying of Foods, S.Sahin y S.G. Sumnued., CRC Press, Taylor & Francis Group, Boca Ratón, Fl, 2009, Chapter 5, pp. 81-114.
[12] A.J. Rosenthal, Textura de los alimentos. Medida y percepción. Acribia ed.,Zaragoza, España, 2001.
[13] C.-J. Shieh, C.-Y. Changy C.-S. Chen, “Improving the texture of fried food,” in Texture in foods. Volume 2: Solid foods, Kilcast, D. Ed.,Cambridge, Woodhead Publishing Limited, 2004, chapter 21, pp. 501-523.
[14] L.A. Duizer, “Review of acoustic research for studying the sensory perception of crisp, crunchy and crackly textures”, Trends in Food Science & Technology,vol. 12, pp. 17-24, 2001.
[15] P. Varela, J.M. Aguilera y S. Fiszman, “Quantification of fracture properties and microstructural features of roasted Marcona almonds by imagen analysis”, LWT – Food Science and Technology, vol. 41(1), pp. 10-17, 2008.
[16] S.L. Hase, A. Linares, L. Kachuk, O. Pérez Navarro y J.E. Miño Valdés, “Variación de agua y aceite en snacks de mandioca durante la fritura”,+Ingenio. Revista de Ciencia Tecnología e Innovación,vol. 2 N°2, julio-diciembre, pp. 59-71, 2020.
[17] P. Mallikarjunan, “Understanding and measuring consumer perception of crispness,” in Texture in foods. Volume 2: Solid foods, Kilcast, D. Ed.,Cambridge, Woodhead Publishing Limited, 2004, chapter 4, pp. 80-105.
[18] Y. Nunes y R.G. Moreira, “Effect of osmotic Dehydration and Vacuum-frying parameters to produce high-quality Mango Chips”,Food Engineering and Physical Properties, vol. 74 (7), pp. 355-362, 2009.
[19] P. García-Segovia, A.M. Urbano-Ramos, S. Fiszman y J. Martínez-Monzó, “Effects of Processing conditions on the quality of vacuum fried cassava chips (Manihot esculenta Crantz)”, LWT – Food Science and Technology, vol. 69, pp. 515-521, 2016.
[20] A. Oyedeji, O. Sobukola, Folake Henshaw, M. Adegunwa, O. Ijabadeniyi, L. Sanni y K. Tomlins, “Effect of Frying Treatments on Texture and Colour Parameters of Deep Fat Fried Yellow Fleshed Cassava Chips”, Hindawi. Journal of Food Quality, Article ID 8373801, 10 pages. https://doi.org/10.1155/2017/8373801, 2017.
[21] F. Pedreschi y P. Moyano, “Oil uptake and texture development in fried potato slices”, Journal of Food Engineering, vol. 70, pp. 557-563, 2005.